Почему TOSOH

TOSOH — производитель запатентованного нанопорошка из диоксида циркония — высочайшего качества в мире.
Компания не разрешает использовать свой логотип вместе с любым продуктом, который не на 100% изготовлен из порошка TOSOH и не соответствует их строгой политике качества.
ZICERAM — один из немногих производителей CAD / CAM дисков, которым было предоставлено право использовать официальный логотип TOSOH на своем продукте.
Продукция ZICERAM® всегда производится на 100% из японского нанопорошка диоксида циркония, стабилизированного оксидом иттрия, и имеет официальный знак качества TOSOH.
Превосходство качества TOSOH
| 01 | 02 | 03 | 04 |
| Прочность | Стабильность | Чистота | Устойчивость к старению |
Идеальная однородность гранул
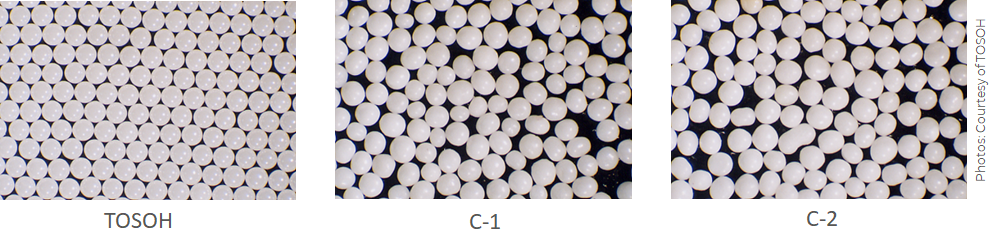
При исследовании с помощью металлографического микроскопа порошок диоксида циркония TOSOH показывает идеальную однородность гранул по сравнению с конкурентами.
Эта однородность гарантирует, что вероятность разрушения продуктов ZICERAM® является самой низкой на рынке, а показатели прочности и старения не имеют себе равных по сравнению с конкурентами.
Идеальная однородная микроструктура
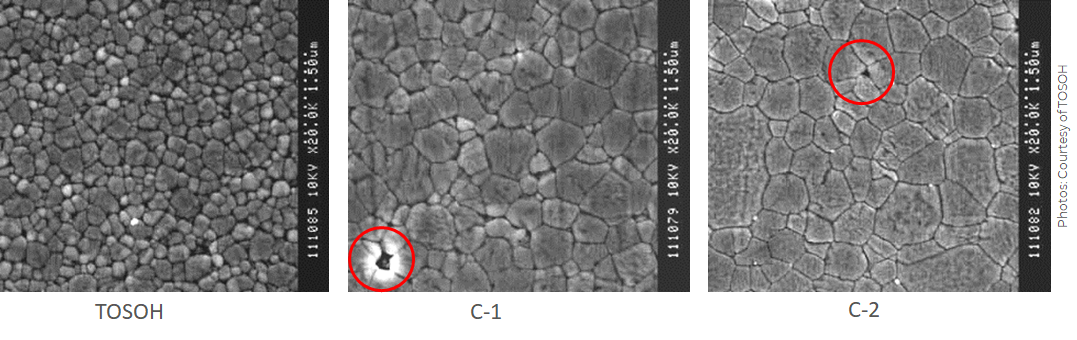
Изображения, полученные с помощью металлографического микроскопа, показывают, что микроструктура TOSOH однородная в отличие от микроструктуры диоксида циркония низкого качества. На фотографиях также видны несоответствия и примеси в некачественном и дешевом китайском порошке диоксида циркония (C-1 и C-2).
Идеально гладкие частицы
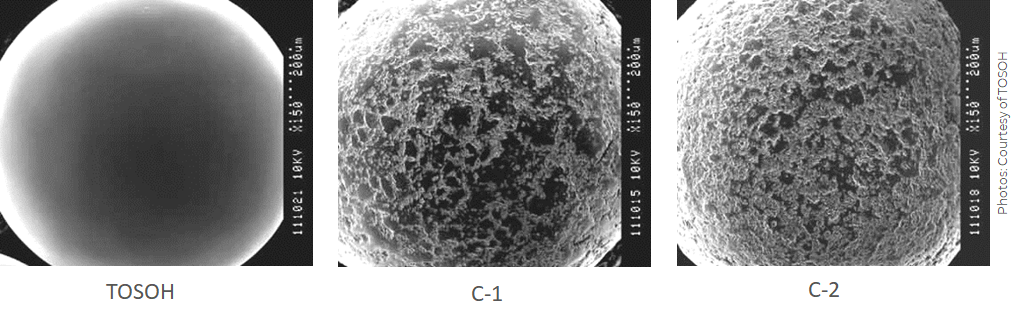
При исследовании с помощью металлографического микроскопа каждая частица нанодиоксида циркония TOSOH идеально гладкая по сравнению с некачественными китайскими аналогами. Гладкость влияет на то, насколько плотно частицы держатся друг за друга при сжатии, и, следовательно, влияет на прочность и вероятность разрушения.
3-точечная и 4-точечная прочность на изгиб


Силу можно измерить с помощью 3х- и 4х -точечного теста. Разница в том, что 4х-точечный тест использует большую площадь поверхности, что увеличивает вероятность того, что в тестируемой области есть небольшая пора. Большинство производителей используют 3х-точечные тесты, потому что они показывают более благоприятные результаты. Обычно они также отображают средние значения, чтобы скрыть несоответствия. Значения прочности ZICERAM® основаны на 4х-точечных испытаниях, и представлены минимальные значения прочности продуктов.
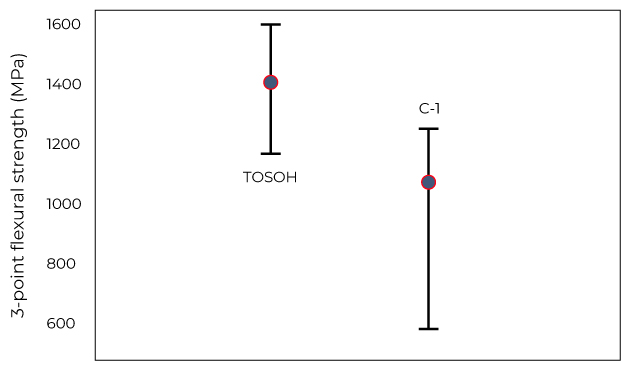
Прочность на 3х-точечный изгиб
При 3х-точечном тестировании C-1 (китайский диоксид циркония) выглядит хорошо. Однако следует учитывать минимальные данные о прочности на изгиб, а не только максимальные.
Среднее значение прочности в 3х балльном тесте TOSOH выше, чем максимальные значения прочности участников.
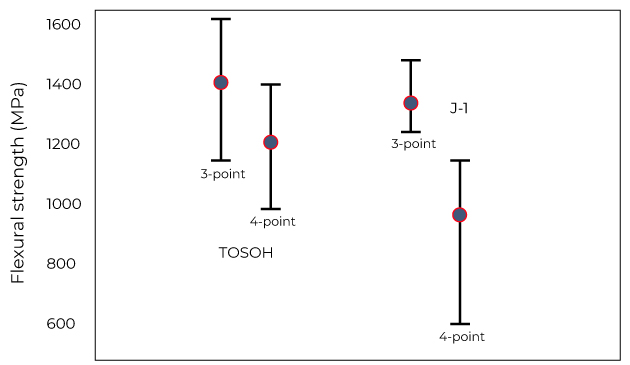
4х-точечная прочность на изгиб
Значения 3х — точечного теста для второго лучшего японского наноциркония (J-1) выглядят хорошо, но низкие значения 4х-точечного тестирования выглядят совсем иначе. Это ясно показывает влияние метода испытаний.
Значения теста TOSOH по 4х-балльным тестам сохраняют высокие значения прочности в отличие от конкурентов.
Вероятность разрушения
Вероятность разрушения — ключевой элемент, поскольку он показывает, каковы шансы разрушения конструкции, сделанной из материала.
У TOSOH самый низкий шанс неудачи на рынке.
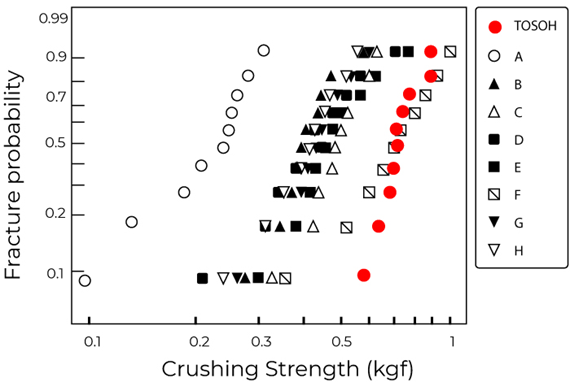
Прочность
Некоторые конкуренты, по-видимому, обладают хорошими характеристиками трещиностойкости, особенно в верхней части графика. Однако все зависит от нижней части графика.
Например, при 0,5 кгс у конкурента F (2-й ведущий японский производитель диоксида циркония) вероятность разрушения составляет около 20%, а у TOSOH вероятность разрушения 0% при 0,5 кгс.

Испытание вероятности раздавливания выполняется путем надавливания на одну точку.
Последовательность от партии к партии
Характеристики порошка, необходимые для изготовления высококачественных стоматологических дисков:
- Объемная плотность = Формование порошка
- Начальная плотность и Плотность спекания = Усадка
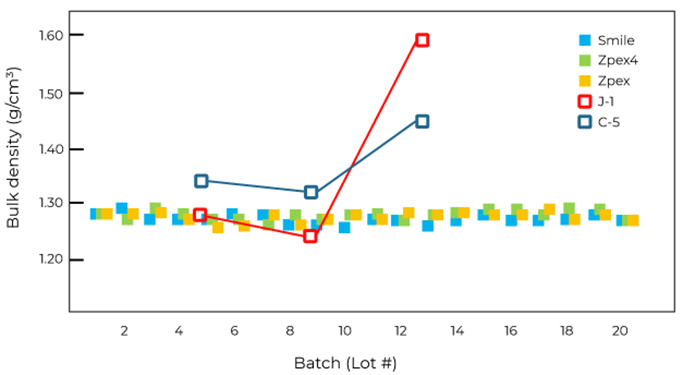
Постоянство
Постоянство от партии к партии гарантирует, что все изделия, изготовленные из материала TOSOH, обладают одинаковыми прочностными и техническими характеристиками.
Это гарантирует неизменно высокое качество каждой единицы продукции.
Чистота
Чистота гарантирует, что материал будет прочным из-за отсутствия инородных частиц в порошке, а также здоровым, без негативных элементов, которые могут повлиять на здоровье пациента.
| TOSOH | ZrO₂+HfO₂+Y₂O₃+Al₂O₃ > 99.9% |
| C-4 Company | Mg, Si, S, Cr, Cu, Zn, Sn, Pb, CaCO₃, Talc, Mica |
!!! Химический анализ показывает чистоту и консистенцию нанодиоксида циркония TOSOH.
В диоксиде циркония брендов низкого качества могут присутствовать странные загрязняющие элементы и / или добавки.
Старение материала
Трансформация старения показывает, как готовые конструкции/коронки/мосты и т.д. теряют прочность при эксплуатации.
При испытании в горячей и холодной воде материал TOSOH не показывает признаков старения.
| Monoclinic | Transformation | |
| % | μm | |
| Disc-1 (COO USA) | 11 | 2 |
| Disc-2 (COO China) | 22 | 10 |
| Zpex (TOSOH) | 2 | 0 |
| Zpex Smile (TOSOH) | 0 | 0 |
134˚C в горячей чистой воде в течение 5 часов
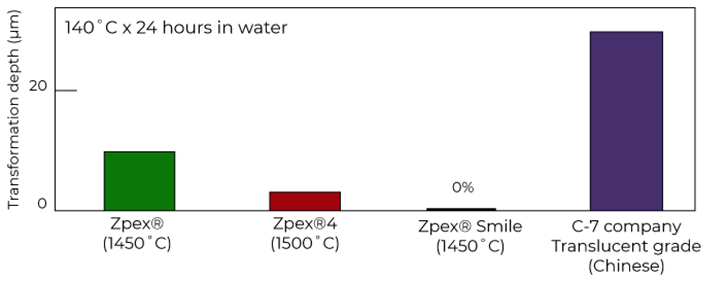
Старение материала
Диски из диоксида циркония TOSOH практически не имеют признаков старения.
Пациентам, использующим конечный продукт, не нужно бояться употребления горячих и холодных напитков и пищи, так как они не повредят конструкцию зубов.